מהו תהליך משטח טיפול בחום אינדוקציה?
חימום אינדוקציה הוא תהליך לטיפול בחום המאפשר חימום ממוקד מאוד של מתכות על ידי אינדוקציה אלקטרומגנטית. התהליך מסתמך על זרמים חשמליים המושרים בתוך החומר להפקת חום והוא השיטה המועדפת המשמשת לקשירה, הקשחה או ריכוך של מתכות או חומרים מוליכים אחרים. בתהליכי ייצור מודרניים, סוג זה של טיפול בחום מציע שילוב מועיל של מהירות, עקביות ושליטה. למרות שעקרונות היסוד ידועים היטב, ההתקדמות המודרנית בטכנולוגיית מצב מוצק הפכה את התהליך לשיטת חימום חסכונית פשוטה להפליא ליישומים הכוללים הצטרפות, טיפול, חימום ובדיקת חומרים. 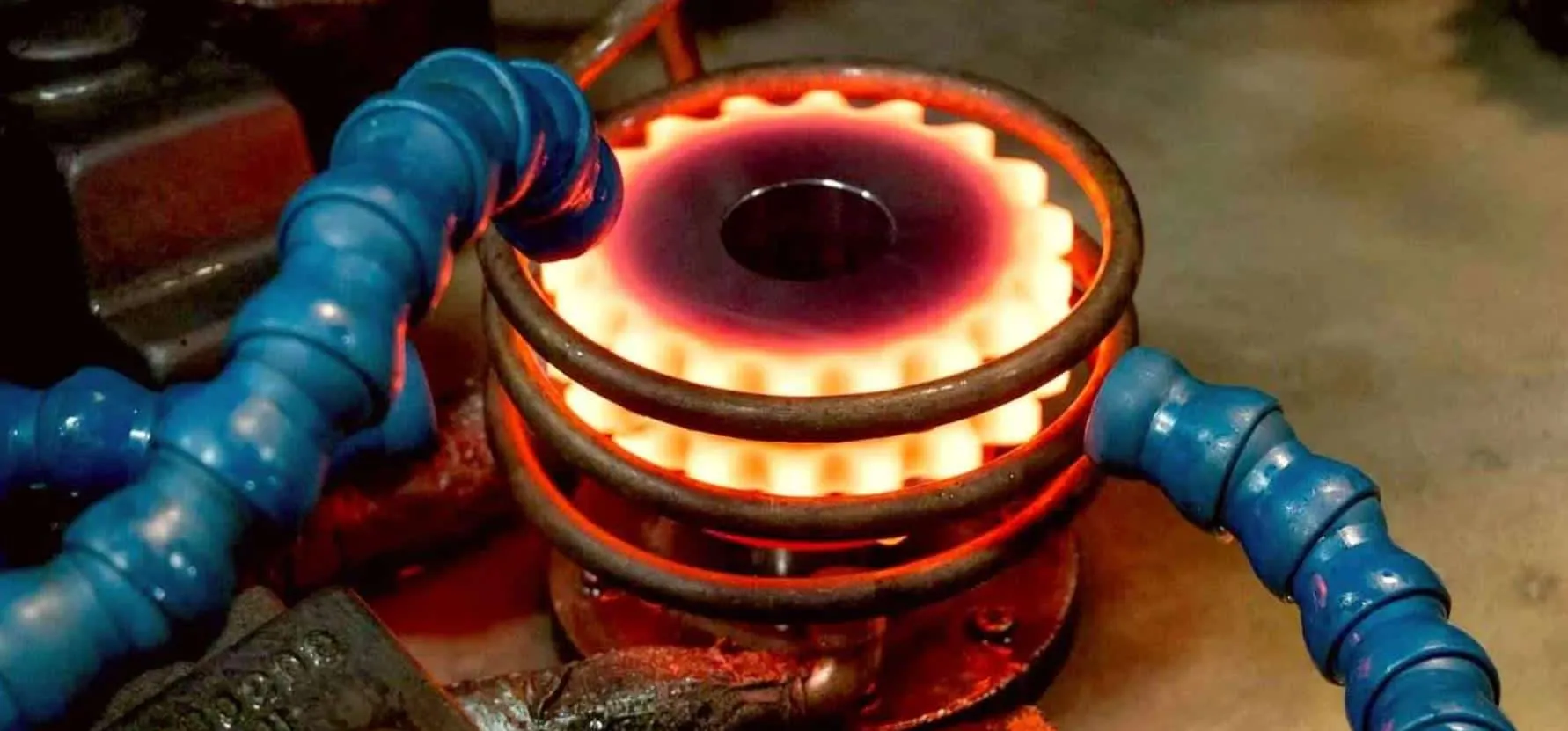
טיפול בחום אינדוקציה, באמצעות שימוש נשלט מאוד בסליל מחומם חשמלי, יאפשר לך לבחור את המאפיינים הפיזיים הטובים ביותר לא רק לכל חלק מתכת - אלא לכל חלק בחלק זה של המתכת. התקשות אינדוקציה יכולה להקנות עמידות מעולה ליומני נושאות ולקטעי פיר מבלי לוותר על השיכות הדרושה לטיפול בעומסי זעזועים ורטט. ניתן להקשיח משטחי מיסב פנימיים ומושבי שסתומים בחלקים מורכבים מבלי ליצור בעיות עיוות. פירוש הדבר כי אתה מסוגל להקשיח או לחסל אזורים ספציפיים לצורך עמידות ומשך בדרכים שישרתו את צרכיך בצורה הטובה ביותר.
היתרונות של שירותי טיפול בחום אינדוקציה
- טיפול בחום ממוקד התקשות פני השטח שומרת על משיכות מקורית של הליבה תוך התקשות אזור בלאי גבוה של החלק. האזור המוקשה נשלט בצורה מדויקת ביחס לעומק המקרה, לרוחב, למיקום ולקשיות.
- עקביות מיטבית בטל את העקביות ובעיות האיכות הקשורות ללהבה פתוחה, חימום לפידים ושיטות אחרות. ברגע שהמערכת מכוילת ומוגדרת כראוי, אין שום עבודת ניחוש או וריאציה; דפוס החימום ניתן לחזרה ועקבי. במערכות מצב מוצק מודרניות, בקרת טמפרטורה מדויקת מספקת תוצאות אחידות.
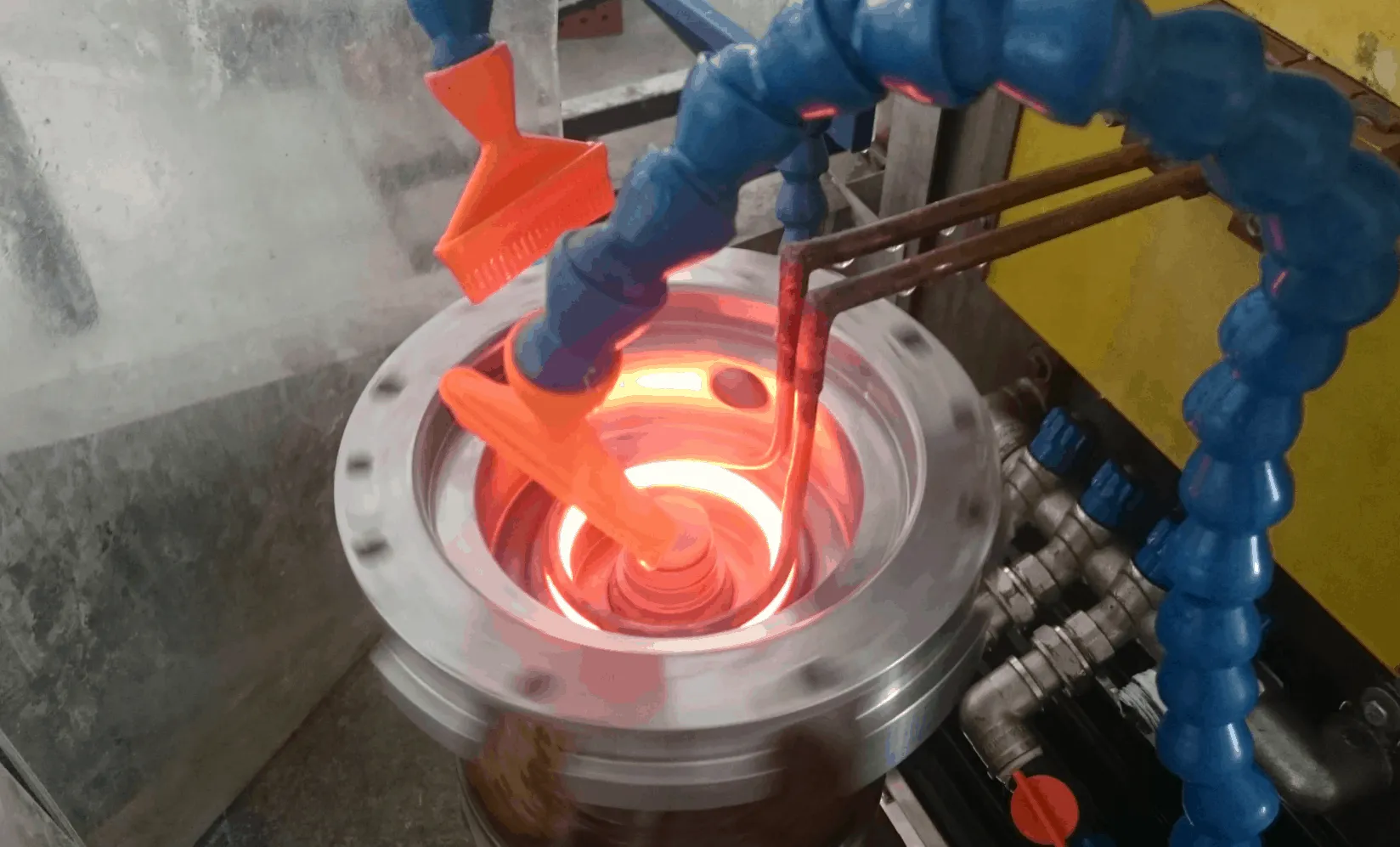
- תפוקה מקסימלית ניתן למקסם את שיעורי הייצור מכיוון שחום מתפתח באופן ישיר ומיידי (> 2000 מעלות צלזיוס תוך פחות משנייה) בתוך החלק. ההפעלה היא כמעט מיידית; אין צורך במחזור חימום או קירור.
- איכות מוצר משופרת חלקים לעולם לא באים במגע ישיר עם להבה או גוף חימום אחר; החום נגרם בתוך החלק עצמו על ידי זרם חשמלי לסירוגין. כתוצאה מכך, שיעורי עיוות, עיוות ודחיית מוצרים ממוזערים.
- צריכת אנרגיה מופחתת נמאס לכם להגדיל את חשבונות השירות? תהליך חסכוני באנרגיה ייחודי זה ממיר עד 90% מהאנרגיה המושקעת בחום שימושי; תנורי אצווה הם בדרך כלל רק 45% חסכוניים באנרגיה. אין צורך במחזורי חימום או קירור, ולכן הפסדי חום המתנה מצטמצמים למינימום.
- איכות הסביבה שריפת דלקים מאובנים מסורתיים מיותרת, וכתוצאה מכך תהליך נקי ולא מזהם אשר יסייע בהגנה על הסביבה.
מהו חימום אינדוקציה?
חימום אינדוקציה היא שיטת חימום ללא מגע של גופים, הסופגים אנרגיה משדה מגנטי מתחלף, שנוצר על ידי סליל אינדוקציה (משרן).
ישנם שני מנגנונים של ספיגת אנרגיה:
- יצירת זרמים צמודים (אדי) בתוך הגוף הגורמים לחימום בגלל התנגדות חשמלית של חומר הגוף
- חימום היסטריזה (לחומרים מגנטיים בלבד!) בגלל חיכוך של נפחי מיקרו (תחומים) מגנטיים, המסתובבים בעקבות כיוון השדה המגנטי החיצוני
עקרון חימום אינדוקציה
שרשרת תופעות:
- ספק כוח חימום אינדוקציה מספק זרם (I1) לסליל אינדוקציה
- זרמי סליל (סיבובי אמפר) מייצרים שדה מגנטי. קווי שדה סגורים תמיד (חוק הטבע!) וכל קו עובר סביב המקור הנוכחי - סיבובי סליל וחומר עבודה
- שדה מגנטי מתחלף הזורם דרך חתך החלק (מצמיד לחלק) גורם למתח בחלק
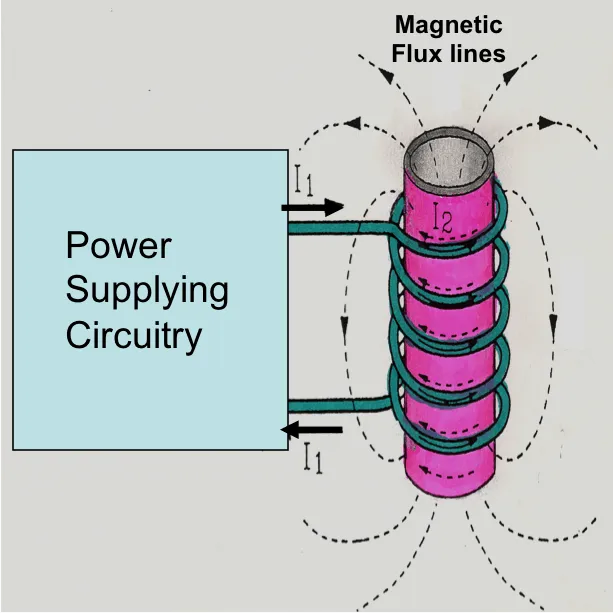
- מתח המושרה יוצר זרמי מערבולת (I2) בחלק הזורם בכיוון ההפוך לזרם הסליל במידת האפשר
- זרמי אדי מייצרים חום בחלק
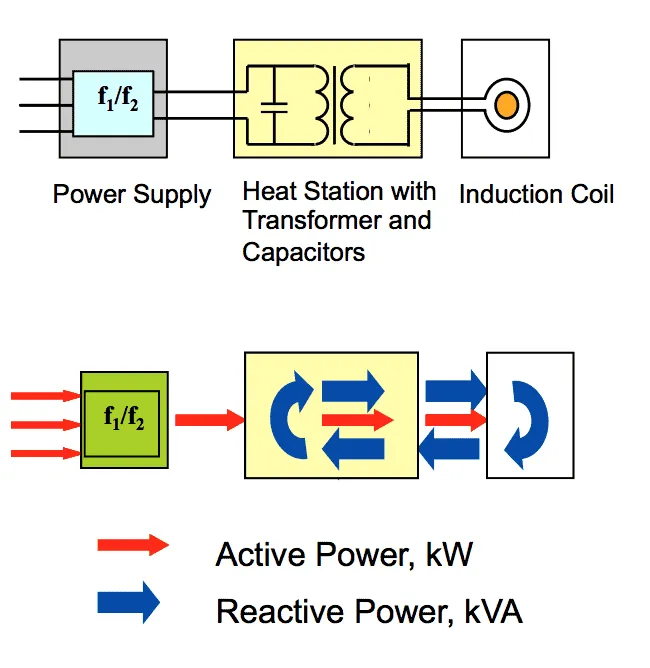
זרימת חשמל במתקני חימום אינדוקציה
זרם חילופין משנה כיוון פעמיים במהלך כל מחזור תדרים. אם התדר הוא 1kHz, הזרם משנה כיוון פי 2000 בשנייה.
תוצר של זרם ומתח נותן את ערך ההספק המיידי (p = ixu), שמתנודד בין ספק הכוח לסליל. אנו יכולים לומר שכוח נקלט בחלקו (כוח פעיל) ומשתקף חלקית (כוח תגובתי) על ידי הסליל. סוללת הקבל משמשת לפריקת הגנרטור מהכוח התגובתי. קבלים מקבלים כוח תגובתי מהסליל ושולחים אותו בחזרה לסליל התומך בתנודות.
מעגל "קבלים שנאי סליל" נקרא תהודה או מעגל טנק.