
אינדוקציה Brazing סלילי
תיאור
אינדוקציה Brazing סלילי
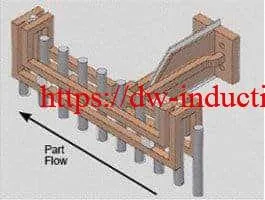
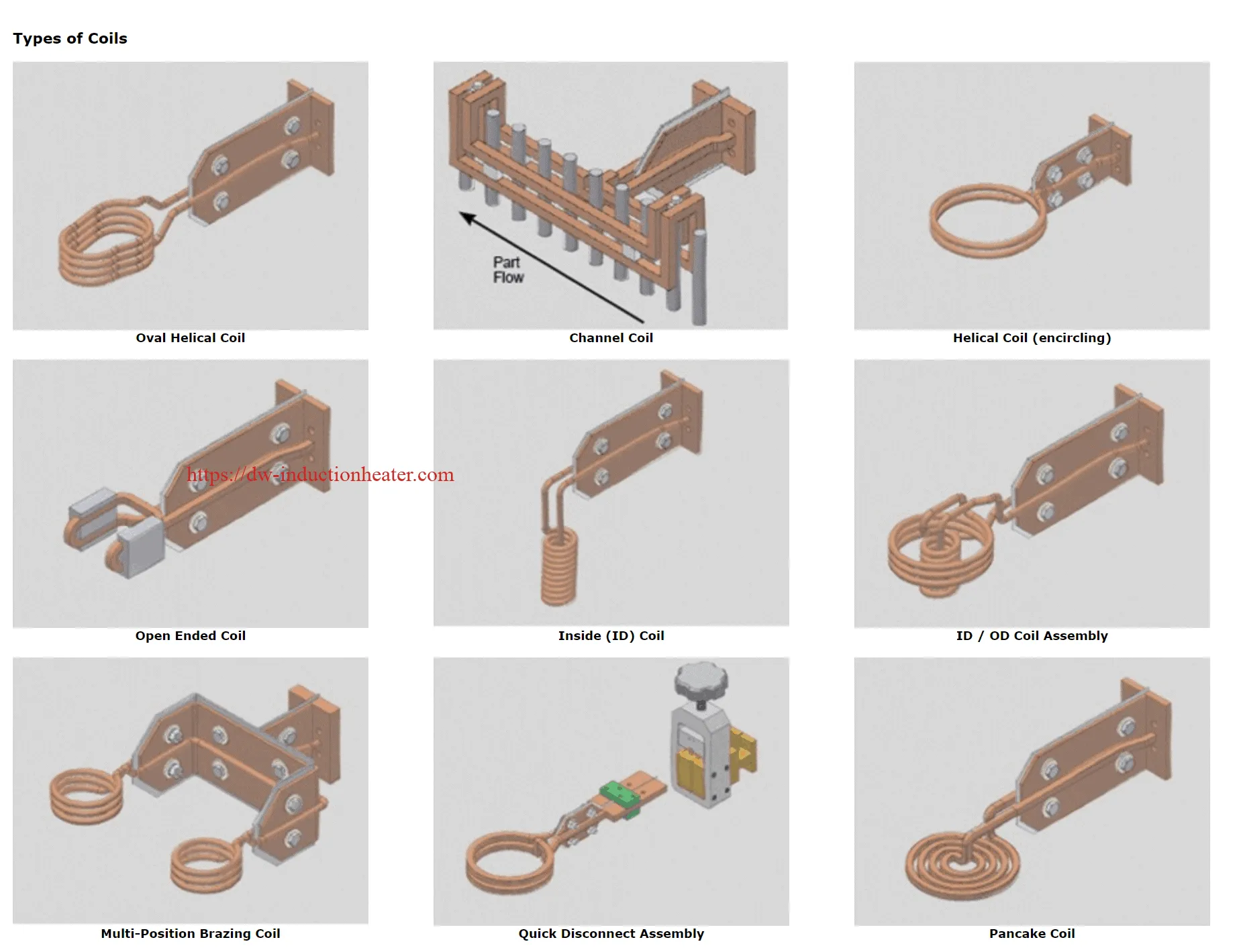
לא משנה מה צורה, גודל או סגנון סליל אינדוקציה אתה צריך, אנחנו יכולים לעזור לך! הנה רק כמה ממאות עיצובים סליליים שעבדנו איתם. סלילי פנקייק, סלילי סליל, סלילי ריכוז ... צינורות מרובעים, עגולים ומלבניים ... סיבוב יחיד, חמש סיבובים, שתיים עשרה סיבובים ... מתחת ל- 0.10 ″ מזהה עד 5 ′ מזהה ... לחימום פנימי או חיצוני. לא משנה מה הדרישות שלך, שלח אלינו את הציורים והמפרט שלך לקבלת הצעת מחיר מיידית. אם אתה לא מתחיל בחימום אינדוקציה, שלח אלינו את החלקים שלך להערכה בחינם. סליל האינדוקציה מחמיא עם הכלי הנכון שמכתיב לעתים קרובות את הצלחתה או כישלונה של המערכת כולה.
אינדוקציה חימום סליל עיצוב
מיוצר מצינורות נחושת או צלחת מוליכים מאוד אינדוקציה חימום סלילי עיצוב מושפע מהיישום, מבחירת התדר, צפיפות הספק וזמן החום. מטרת סליל האינדוקציה היא ליצור דפוס שטף מגנטי ליצירת נתיב זרם בחתיכת העבודה כדי לחמם באופן סלקטיבי את שטח המכלול המיועד להלחמה.

אל האני סליל אינדוקציה חייב להיות ממוקם כראוי על הרכבה המאפשר חימום הנדרש כדי להיות מושלם. יש למזער את פער האוויר או את שטח הצימוד בין פיסת העבודה לבין החלק הפנימי של הסליל מסיבות של יעילות. עיצוב אופייני של 0.125 אינץ '(3.175 מ"מ) ל 0.250 אינץ' (6.350 מ"מ) הם סבירים brazing עם סלילי הסליל.
סעיפים בצורת חריגה ייתכן שיהיה צורך אישורים נוספים אשר דורשים כוח נוסף כדי להתגבר על היעילות צימוד לקוי. מקרים אלה כוללים מצבים שבהם סליל עגול עם פער אווירי גדול או סליל שאינו מתפתל יש צורך לגשת לאזור braze.
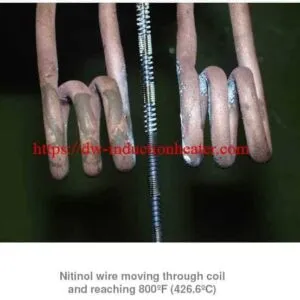
האזור להיות מחומם קובע את אורך סליל אינדוקציה. An סליל אינדוקציה זה קצר מדי ידרוש זמן חימום ארוך יותר כדי לאפשר את החום, על ידי הולכה, כדי לכסות את האזור. An סליל חימום אינדוקציה כי הוא רחב מדי יהיה לחמם מתכת יותר מהנדרש, ולכן להיות פחות יעיל. HLQ אינדוקציה חימום מכונת Co יש עיצובים מיוחדים רבים של משרנים עבור חימום מקומי, סלילי כי החום ביעילות מבלי להקיף את היצירה עבודה.
מפוברק צינורות נחושת או צלחת מוליך מאוד, עיצוב סליל השראה מושפע היישום, הבחירה של תדירות, צפיפות הספק וזמן חום. המטרה של סליל אינדוקציה היא ליצור תבנית השטף המגנטי כדי ליצור נתיב הנוכחי של היצירה עבודה כדי סלקטיבי לחמם את השטח של הרכבה להיות brazed.
יש להציב את סליל ההשראה בצורה נכונה על המכלול ולאפשר לבצע את החימום הנדרש. יש למזער את פער האוויר או את מרחב הצימוד בין חתיכת העבודה לפנים הסליל מסיבות של יעילות. פערי תכנון אופייניים של 0.125 אינץ '(3.175 מ"מ) עד 0.250 אינץ' (6.350 מ"מ) הם סבירים להלחמה עם סליל סלילי.
סעיפים בצורת חריגה ייתכן שיהיה צורך אישורים נוספים אשר דורשים כוח נוסף כדי להתגבר על היעילות צימוד לקוי. מקרים אלה כוללים מצבים שבהם סליל עגול עם פער אווירי גדול או סליל שאינו מתפתל יש צורך לגשת לאזור braze.
השטח שיש לחמם קובע את אורך סליל האינדוקציה. סליל אינדוקציה קצר מדי ידרוש זמן חימום ארוך יותר בכדי לאפשר לחום, באמצעות הולכה, לכסות את השטח. סליל אינדוקציה רחב מדי יחמם יותר מתכת מהנדרש ולכן יהיה פחות יעיל. HLQ חימום אינדוקציה ל- Co יש עיצובים מיוחדים רבים של סלילי אינדוקציה לחימום מקומי, וסלילים שמתחממים ביעילות מבלי להקיף את עבודת העבודה.
אינדוקציה חימום סליל עיצוב ועיצוב בסיסי