מוטות נחושת ופליז עם הלחמת אינדוקציה
מַטָרָה
אינדוקציה הלחמת מוטות ופסי נחושת והלחמת נחושת להחלפת פעולת הלפיד. תהליך הלפיד הנוכחי מביא לכך שגורמים מזהמים מוגדרים בהרכבה, ודורשים עבודות עיבוד נרחבות לאחר פעולת ההלחמה.
ציוד מחנאות
מכונת הלחמת אינדוקציה בתדירות גבוהה DW-UHF-40KW
שני סלילי מסוע בקצה פתוח
חומרים
• לוח קופון נחושת ומוט נחושת
• חוט הלחמה - EZ Flo 45
• סגסוגת הלחמה - 45% כסף, 1/32 DIA
מבחן
הספק: 30 קילוואט
טמפרטורה: 1350 מעלות צלזיוס בערך
זמן: זמן ממוצע - 25 שניות
תהליך ותוצאות:
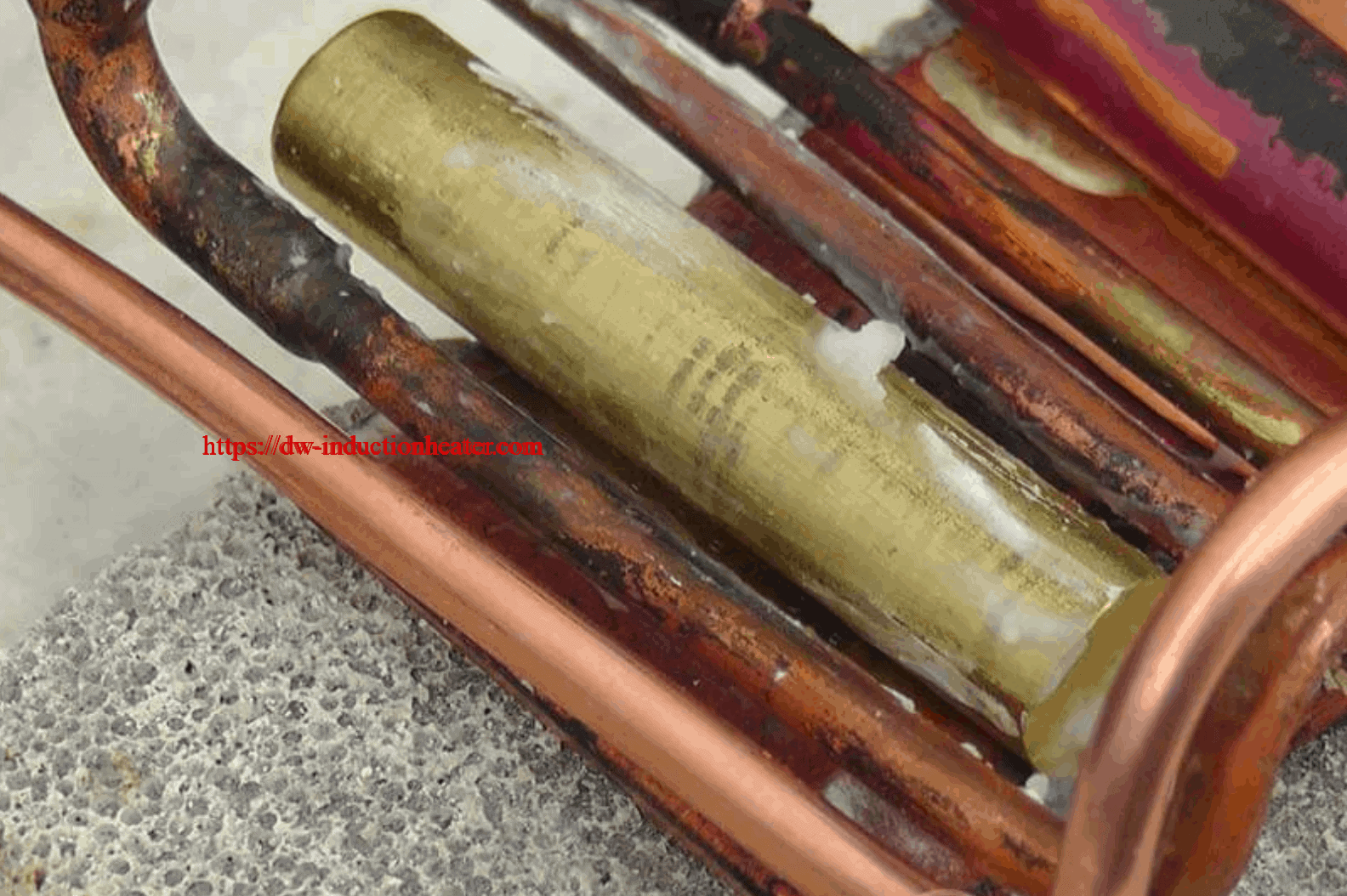
עבור צלחת קופון נחושת ומלחושת נחושת אינדוקציה אינדוקציה, EZ Flo 45 חוט הלחמה נחתך באורך של 2 אינץ 'והוצב באזור הממשק. במצב ייצור מומלץ להדביק EZ Flo 45. המכלולים הוקמו (ראה תמונות) ומחוממים למשך זמן ממוצע של 25 ש 'כדי להזרים את הסגסוגת ולהשיג הלחמה.
בגלל ההבדל בהתנגדות המתכת בין נחושת לפליז, מוט הפליז חום באופן עדיף. הסליל שנועד להלחם את הסורגים לקטע הפלטה מחמם את המוטות והחום מועבר לצלחת יותר באמצעות הולכה מאשר אינדוקציה הגורמת שהמוטות להגיע לטמפרטורה לפני הצלחת. אם החומרים זהים (משתפים פעולה בנחושת או פליז לפליז, אין זו בעיה. אם המוט נחושת והצלחת מפליז אין בעיות - רק כאשר המוט נחושת והצלחת נחושת. זה דורש הכוח שיש להפחית כדי לאפשר עניבה להעברת חום ממוט הפליז לצלחת הנחושת.
תוצאות / יתרונות:
- מפרקים עמיד חזק
- אזור חום סלקטיבי ומדויק, וכתוצאה מכך עיוות חלקי פחות ומפרק משותף מאשר ריתוך
- פחות חמצון
- מחזורי חימום מהירים יותר
- תוצאות עקביות יותר עבור ייצור נפח גדול, ללא צורך עיבוד אצווה
- בטוח יותר מאשר להבה להבה
